 英语
英语 西班牙语
西班牙语 德语
德语Beta-300Pro Automatic Abrasive Sectioning Machine
Beta-300Pro is a fully automatic vertical metallographic cutting machine. It utilizes advanced intel...
We use first- and third-party cookies including other tracking technologies from third party publishers to give you the full functionality of our website, to customize your user experience, perform analytics and deliver personalized advertising on our websites, apps and newsletters across internet and via social media platforms. For that purpose, we collect information about user, browsing patterns and device.
By clicking "Accept All Cookies", you accept this, and agree that we share this information with third parties, such as our advertising partners. If you prefer, you can choose to continue with "Only Required Cookies". But keep in mind that blocking some types of cookies may impact how we can deliver tailored content that you might like.
For more information and to customize your options, click on "Cookie settings". If you want to learn more about cookies and why we use them, visit our Cookie Policy page at any time. Cookie Policy

High-speed steel is a type of tool steel with high hardness, high wear resistance and high heat resistance, commonly known as white steel. Its most significant characteristic - red hardness - refers to the ability of the cutting edge to resist softening when the tool is in a red-hot state during high-speed cutting, maintaining a high hardness, with HRC reaching above 60. It is mainly used to manufacture complex thin-edge and impact-resistant metal cutting tools, as well as to manufacture high-temperature bearings and cold extrusion molds, etc.
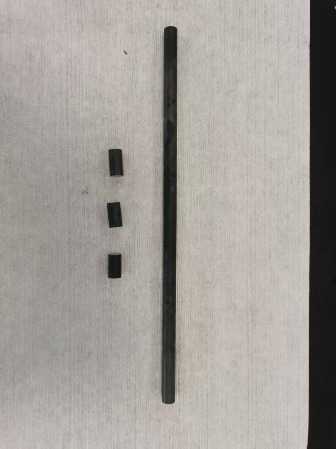
The existing φ10mm cylindrical universal high-speed steel W18Cr4V is subjected to microstructure preparation. Firstly, it is cut into small sample segments using a CT250S manual cutting machine combined with an A60 aluminum oxide cutting blade, and then directly prepared on an Alpha208 dual-control double-disc grinding and polishing machine.
The specific steps are as follows:
1. Use silicon carbide sandpaper P400 for planar grinding, and then grind in sequence at P800, P1200, and P2500.
2. Use SC polishing cloth and 3-micron diamond polishing liquid for rough polishing.
3. Use ET polishing cloth and A439 silica polishing liquid for final polishing.
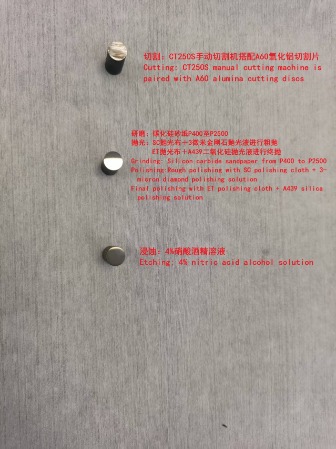
After immersion in a 4% nitric acid alcohol solution, it is observed under a MN80 metallographic microscope. The metallographic structure is tempered martensite, a small amount of residual austenite, and white fine-grained secondary carbides and large-grained eutectic carbides.




")








Based in China, TROJAN pays attention to the international market, and has sold metallographic equipment to more than 50 countries, such as Europe, America, Japan and South Korea, Southeast Asia countries and regions





